Product Information - PLANTIC™ R+ Rigid MAP
PLANTIC™ R+ is a PET high barrier thermoformable packaging material that enables the functionality of a Polyethylene Seal, extending shelf, whilst retaining the recyclability of the total pack.
Recyclable, High Barrier packaging material for Thermoforming
Made from high amylose starch, a renewable resource that will lower your packaging greenhouse gas emissions.
Kerbside recyclable barrier packaging. Maintain Colour branding as the Colour is added to the dissolvable barrier PLANTIC™ layer.
Thermoformable PET ridged roll stock or tray in bespoken sizes and thickness with low sealing temperatures and anti-Static properties
Ultra-low Gas Barrier Transmission providing extended shelf life to reduce product waste with Peelable/Lock seal capability.
APPLICATIONS
PLANTIC™ R+ is suitable for modified atmosphere packaging of fresh produce including Meat, Chicken, Fish & Seafood, Smallgoods, Fresh Pasta, and Cheese. This product is not designed for microwaveable and oven heat applications. PLANTIC™ R+ roll-stock can be used on readily available thermoform packaging machines.
QUALITY
Plantic manufacturing location in Australia is accredited to Food Safety System Certification 22000 (FSSC 22000).
FOOD COMPLIANCE APPROVAL.
This product meets the requirements of Federal Food, Drug and Cosmetics Act. This includes FDA Food Types, as defined in 21CFR176.170(c), III, IVA, V, VIIA, VIII and IX for conditions of use E through G.
PRODUCT CHARACTERISTICS
| Thickness Range | 250µm to 700µm (+/- 5%) * |
| Roll Width Range | 250-1000mm (+/- 1mm) * |
*For any other thickness, width, or Colour requirements, please contact Plantic Technologies Ltd.
TECHNICAL DATA
Barrier Properties
| Property | Test Method | Value | Units |
|---|---|---|---|
| Water Vapour Transmission Rate | ASTM F1249-01 | <3* | g/m2/24h @ 38°C and 90%RH |
| Oxygen Transmission Rate | ASTM F1927-98 | <0.5* | cm3/m2/24h @ 23°C, 50%RH |
*Test results for 450µm PLANTIC™ R+.
* Correlation of measured values should be validated with actual shelf-life analysis.
Physical properties Test results for 450µm PLANTIC™ R+
| Property | Test Method | Value | Units |
|---|---|---|---|
| Density | ASTM D792 | 1.33 | g/cm3 (23°C and 50%RH) |
| Yield (Nominal) | ASTM D4321 | 1.72 | m2/kg (23°C and 50%RH) |
| Tensile Modulus | ASTM D882 | 1709 | MPa (23°C and 50%RH) |
| Tensile Strength | ASTM D882 | 8.34 | MPa (23°C and 50%RH) |
| Elongation at break | ASTM D882 | 176 | % (23°C and 50%RH) |
| Impact Strength | ASTM D3420 | 33 | mN/μm (23°C and 50%RH) |
| OTR | <1 | cc/m2.day.atm (23°C and 50%RH) | |
| Seal Strength | >22 | N/15mm |
Thermal Properties
| Property | Value | Units |
|---|---|---|
| Sealing temperature | 130-150* | °C |
| Thermoforming temperatures | 90-110** | °C |
*Sealing is achieved with compatible PE top lid films. For more seal condition guidelines, please contact Plantic Technologies Ltd.
**For more information on thermoforming conditions (heating and forming time, pressures etc....) please contact
End of Life Properties
| Property | Comment |
|---|---|
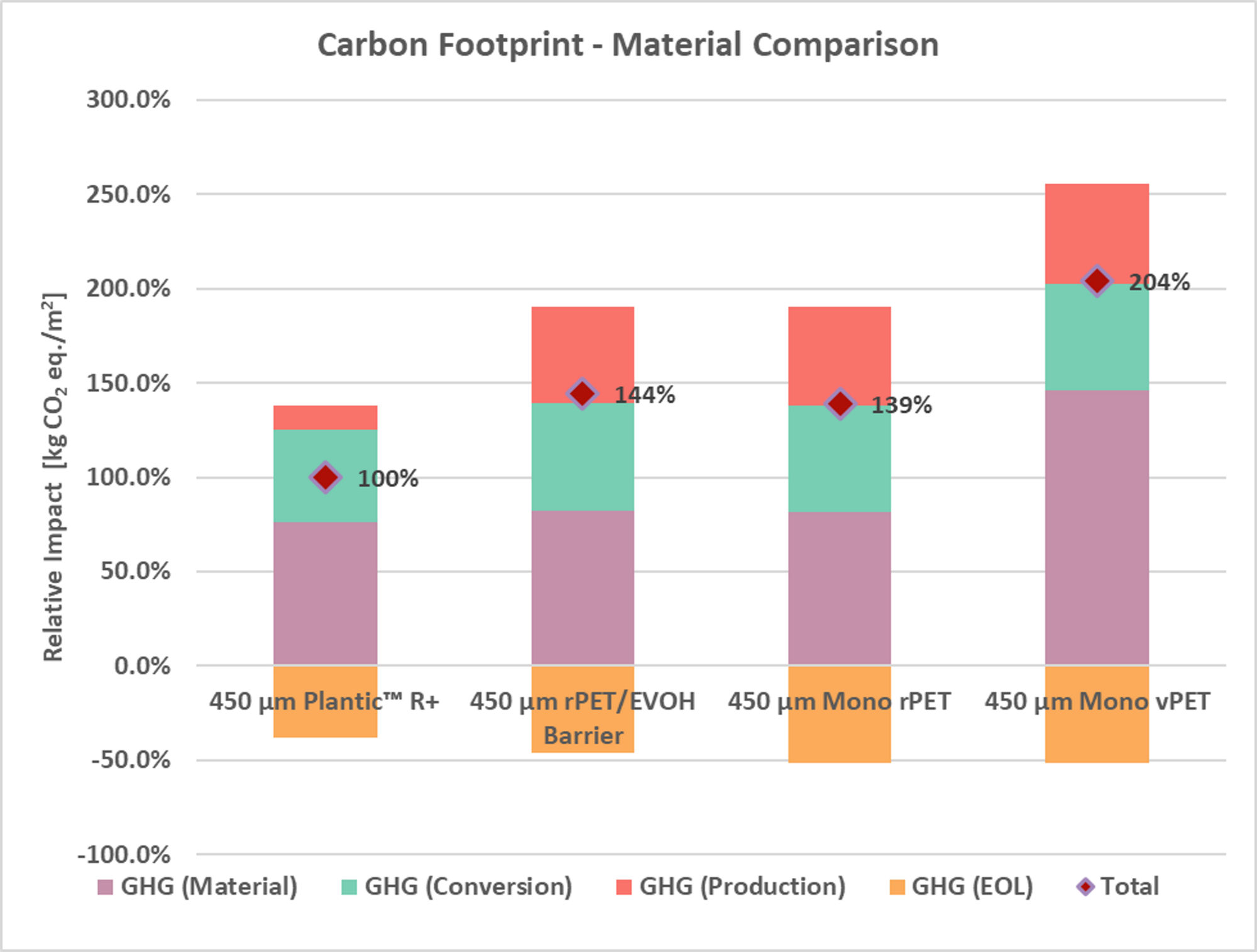
| GHGs | 50% less than conventional PET barrier & non barrier |
| Recyclability Status* | Curb side recyclable |
*Subject to evolving country standards currently permitted in North America, Australia, and New Zealand.
OTR Modelling and Validation
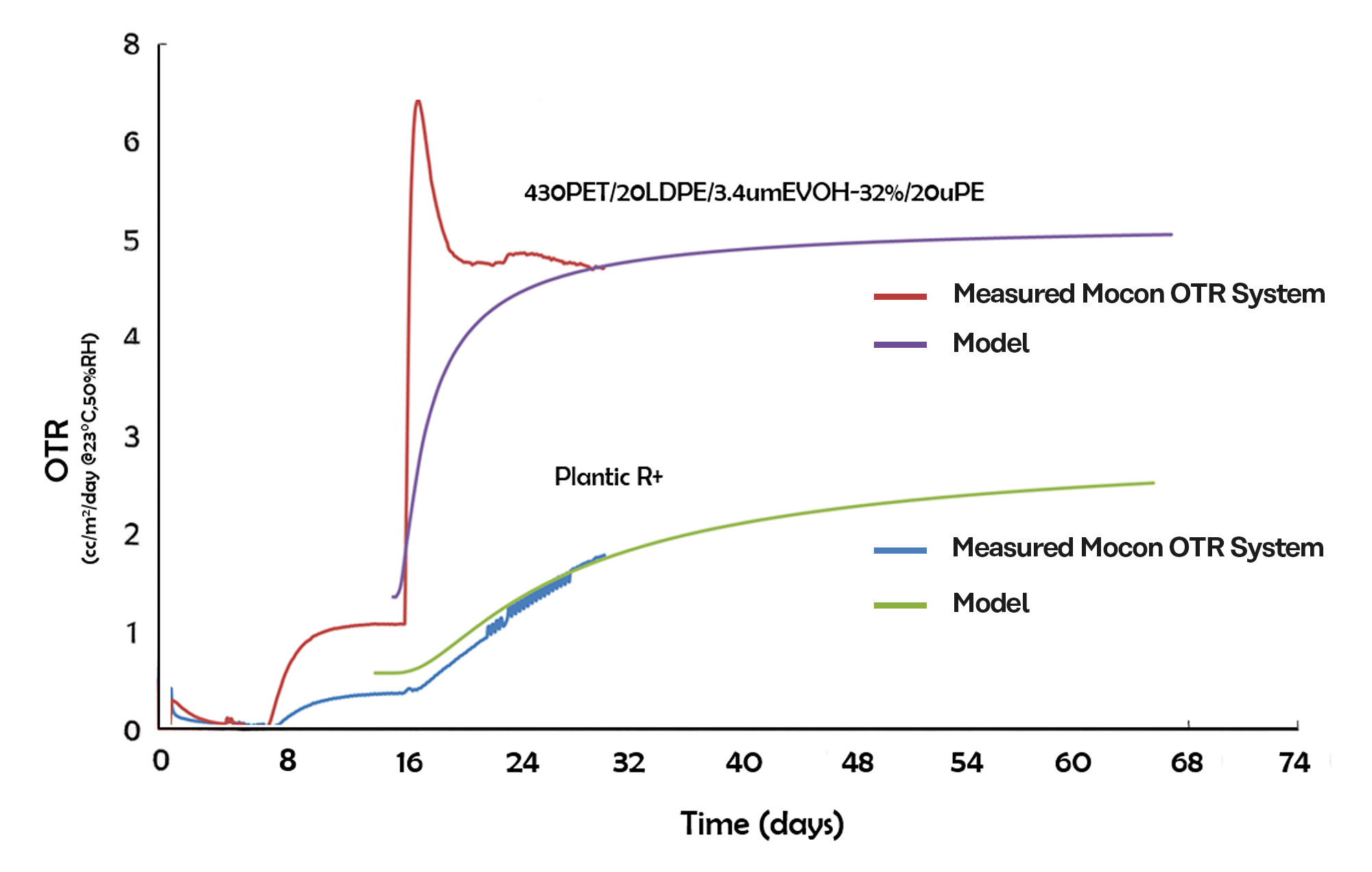
A simulation model is used to predict the time‑dependent (transient) oxygen transmission rate (OTR) of the multilayer structures. The model is based on the measured oxygen permeability and diffusivity of the individual skin and barrier layers.
The predicted OTR closely matches the values measured experimentally using a Mocon OTR system. This strong agreement confirms that the observed transient OTR behavior is primarily driven by the high moisture content of the Plantic barrier layer and the diffusion characteristics of the materials Plantic uses.
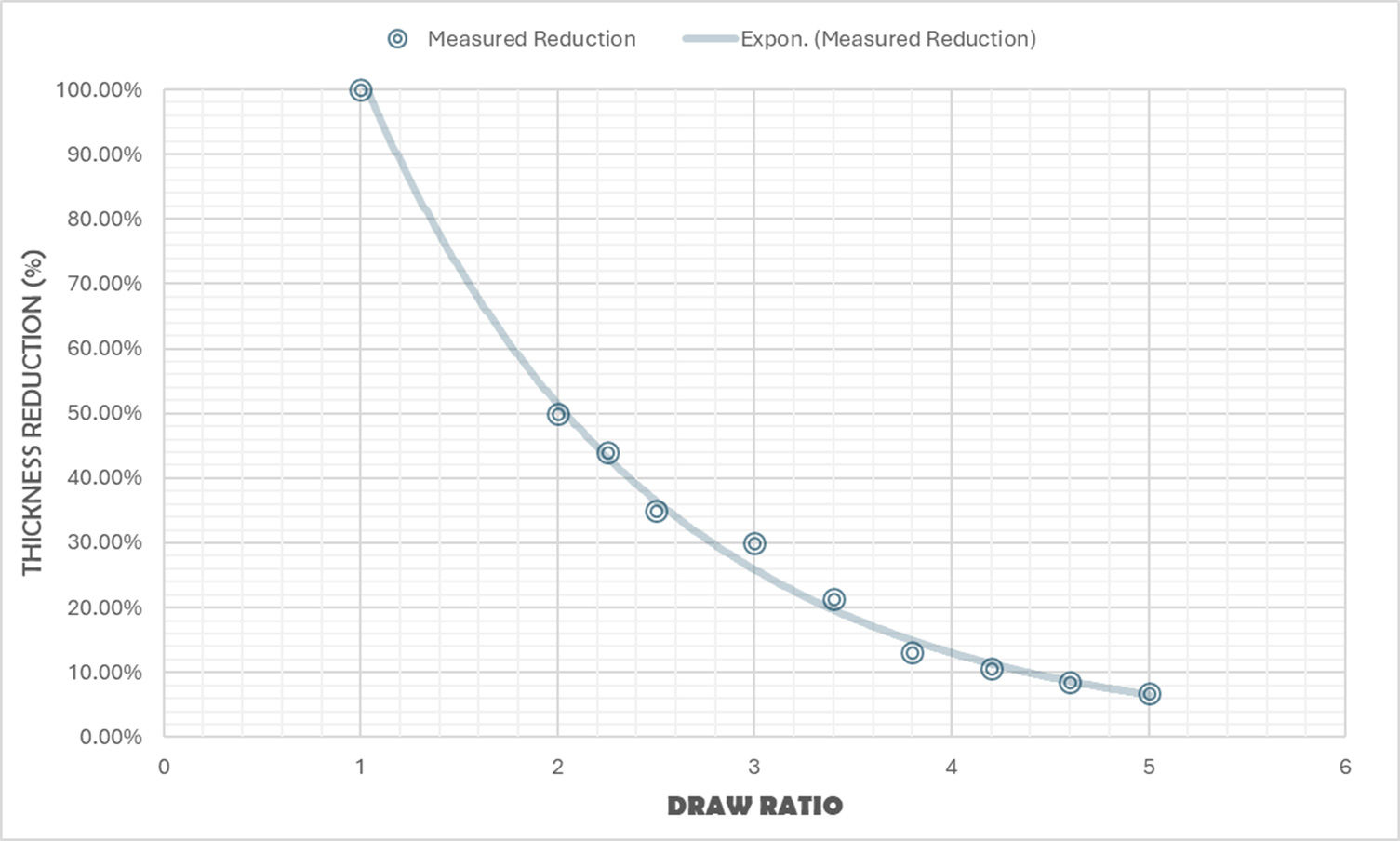
Draw Ratio Capability
Most MAP rigid thermoformed trays are produced with draw ratios below 3.0, typically in the range of 2.0 to 2.5. This corresponds to standard tray depths of 40–60 mm.
Plantic R+ is designed to support deeper draw applications, with draw ratios of up to 3.6. As expected for higher draw ratios, the reduction in material thickness with increasing depth follows the trend shown in the figure below.